This time I want to sare some thoughts on utsuri. At the end of one of our last sword meetings we had a brief discussion on utsuri in the course of which the most common approaches in explaining this effect were touched. In this article, I want to forward these approaches and expand them by what I was able to find in other sources. To begin with, we all know that utsuri is a synonym for kotô Bizen swords. The common knowledge is also that utsuri „disappeared“ at the end of the kotô period and had to be „rediscovered“ by shintô, shinshintô and even by shinsakutô smiths. Well, to a certain extant, all this is kind of true. Also we know that utsuri is not a superficial thing as it remains even if a blade is polished multiple times. That means it must have a certain depth. Kapp says on p. 91 in his „The Craft of the Japanese Sword“ that „utsuri shows no evidence of containing any martensite“ and this line is what is mostly discussed and opposed when we are talking about utsuri at our sword meetings. Kapp mentions further: „The sides, where utsuri appears, are heated to 750-760°C – at this temperature, the steel is in a transitional phase from pearlite to austenite; it is presumed that utsuri is related to the complex ferrite and pearlite microstructure that obtains in this area, although close scientific analysis has yet to be done.“ Another important note in this section which must not be overlooked is: „Temperature produces other effects as well, depending on the structure of the steel. We have seen how the smith can combine blocks of varying carbon contents before finish forging. Higher carbon layers will produce more martensite steel upon quenching.“ That means not all hardened areas we see on the finished and polished blade are necessarily a result of just how the clay coat is applied. A steel with a carbon content of less than 0,5 % for example does not turn entirely into martensite when hardened. And has the steel a carbon content of less than 0,2 %, it can´t be hardened at all. The kawagane, i.e. the steel on which the utsuri appears, lies between these limitations. Apart from the carbon content, temperature is another factor which defines the resulting metallic structure after the hardening process. Is the temperature to which the blade is heated before quenching too high or too low, too much or not enough martensite is created respectively (depending as mentioned also on the carbon content of the steel). This also explains nie-utsuri, an utsuri consisting of nie particles. So for creating nie-utsuri, the kawagane has to have a high enough carbon content to produce enough martensite, i.e. nie clusters in the ji.
The appearance and lack of nie-utsuri matches also with Bizen-utsuri. That means except some early Ko-Bizen works, Bizen blades usually do not feature nie-utsuri as they are hardened in nioi-deki and feature a kawagane with a lower carbon content. This lower carbon content is usually reflected in desctiptions of polishers that the Bizen steel is „relative soft“. And with this softness, we arrive at the purpose of applying utsuri. Many experts and swordsmiths assume that it was exactly this „softness“ of the Bizen steel that required an additional treatment. Everone knows that if the steel of a blade is too hard, the sword becomes brittle and if the steel it is too soft, the blade is prone to bend. That means adding utsuri, i.e. hard but not too hard areas of steel along the ji, provides a certain torsional rigidity. But it also has to be mentioned that polishers report of Bizen blades with utsuri which were once bent but straightened. So utsuri does not reduce the risk of bending to zero. Nagayama explains utsuri in his „The Connoisseur´s Book of Japanese Swords“ on page 86 as: „The purpose seems to have been to improve the sword´s flexibility to prevent breakage during use. Usually made of steel that is softer than the rest of the blade´s surface.“ So he addresses the same challenge from the other side, i.e. not making a soft steel more rigid but a brittle blade more flexible.
The sword polisher Kurashima Hitoshi (倉島一) forwarded his thoughts on utsuri in the Tôken-Bijutsu No 470 (March 1996). He also brings it in line with steel with lower carbon content whereat he introduces the generic term „namagane“, a not so refined steel with lower carbon content. I.e. he uses namagane as „opposite“ of hagane by not making a distinction between shingane and kawagane. In short, namagane is exactly the aforementioned steel with a carbon content between 0,2 and 0,5%. Well, Kurashima actually does differentiate his namagane, namely by „type A namagane“ and „type B namagane“, terms which correspond virtually to shingane and kawagane respectively. But he goes as far as to say that namagane IS utsuri. That means he assumes that the utsuri we see is the border of the namagane meeting the hagane. In other words, the visible border of the utsuri is created by structures with more martensite than others. According to this approach, a ji with utsuri has basically three degrees of hardness: The „super hard“ ha, the hard antai (暗帯, the dark areas between nioiguchi and border of the utsuri) and the softer rest of the ji which corresponds to the utsuri. So utsuri would be the visible brighter but softer area above the hamon whereas the harder part which adds more torsional rigidity is actually the darker antai directly above the hamon. This again would correspond to Nagayama´s comment „made of steel that is softer than the rest of the blade´s surface.“

Picture 1: The visible effects and steels with different carbon content, according to Kurashima.
Another interesting approach to explain utsuri can be found in the „Kentô-kikigaki“ (見刀聞書) from Tenpô 14 (天保, 1843). Therein we read: „By plunging the heated blade into water, the clay coat contracts. When the blade is now plunged into the water a second time, the now exposed areas cool down faster than the upper areas which are still covered with clay. This produces utsuri.“ I made a sketch (picture 2) to illustrate what the „Kentô-hikigaki“ probably means. According to this approach, also the temperature difference between heated blade and water would not be that high as at the first plunging. Thus not so much martensite is produced and the utsuri area above the hamon would be a „second“, „softer“ hamon. This in turn would match with Edp-period sword publications in which utsuri is circumscribed as „kage-hamon“ (景刃文, lit. „shadow hamon“ or also „second hamon). But on the other hand, this would mean that the dark antai area above the hamon is actually harder than the whitish utsuri area. Apart from that I think that it would be very difficult to produce utsuri that way. That means to coordinate all the factors like the carbon content and desired distribution in the steel and the exact temperature is already difficult enough, i.e. adding also the factor „total control of the clay coat by plunging a heated blade two times into a trough of water“ would make utsuri in my humble opinion merely a product of chance.
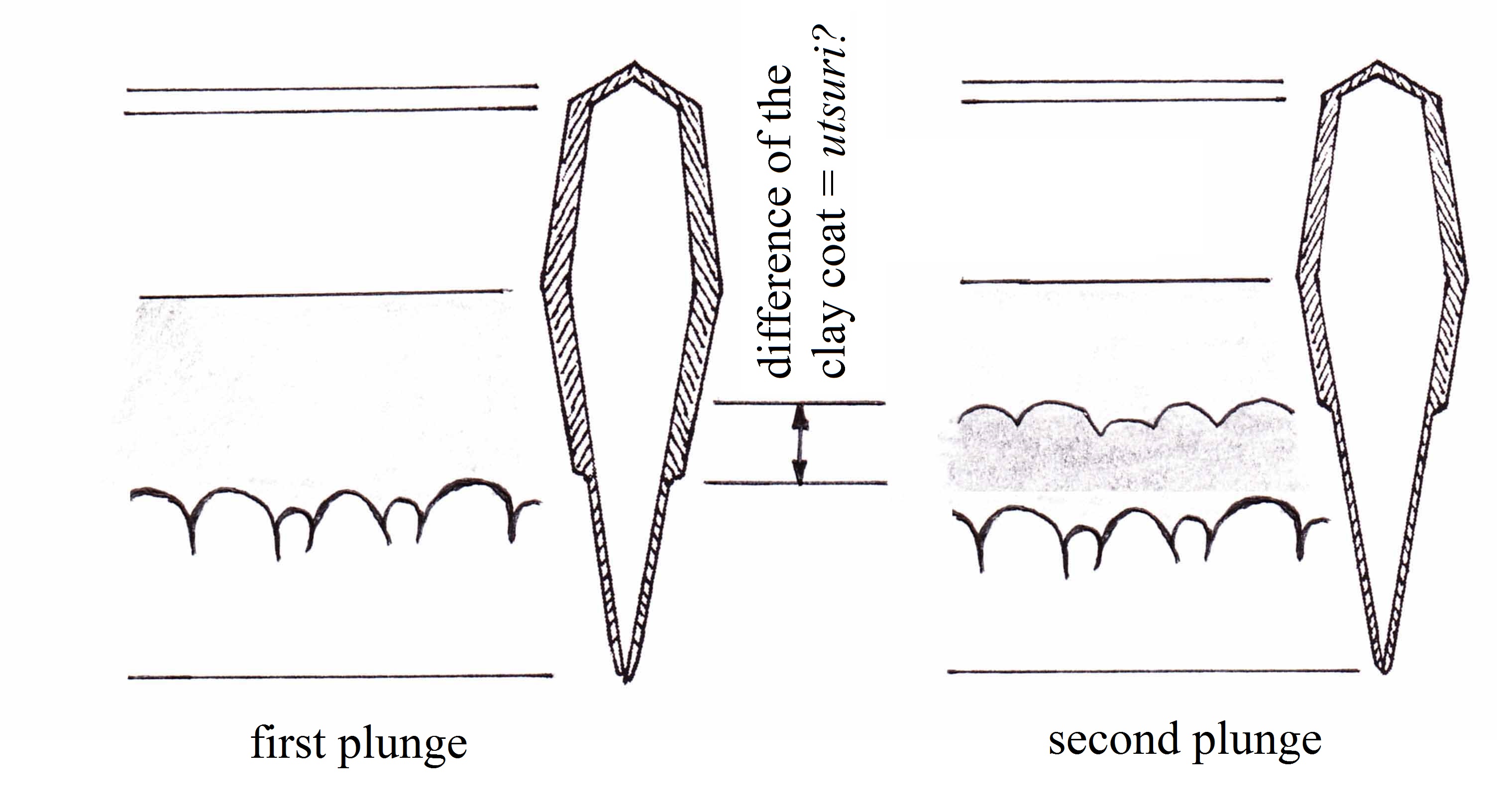
Picture 2: Achieving utsuri, according to the „Kentô-kikigaki“
So the most common approach to explain utsuri would be by a case hardening or surface hardening. Here, just the surface is hardened but requires infusing additional carbon into the top layer of the to be hardened steel with a lower carbon content. Thus the deeper steel layers remain soft as it is desired with the kawagane and shingane. For adding the carbon just to the steel surface, traditionally a mixture of ground bone and charcoal or a combination of leather, hooves, salt and urine was used. But the temperature must not be that high and stay under the melting point of the iron, and left at that temperature for a length of time. The longer the temperature is held, the deeper the carbon will diffuse into the surface, whereat a typical depth of case hardening with this method is up to 1.5 mm. That means the adding of such supplements under the clay coat still requires an exact heat treatment. Thus explaining utsuri by case hardening also „solves“ the question why the effect remains to be seen even after repeated polishing. Well, at a considerable loss of material, the utsuri gets of course weak and disappears eventually.
So far so much to say on the subject utsuri from my side and I hope I provided some food for thoughts.

Thanks for the detailed and interesting article Markus, I really enjoyed it. Recently, I posted about utsuri on my American Art Swords Facebook page (https://www.facebook.com/pages/American-Art-Swords/277583692289058). In discussions I’ve had with swordsmiths, polishers, and metallurgists there is nobody entirely certain what crystalline structures make up utsuri. There is consensus, however, that is is not martensite. That means utsuri probably isn’t due to case hardening. Cementite kept coming up in conversations, but that was speculation. Swordsmiths kept talking about utsuri as a transition zone between the martensitic hamon and the pearlite spine, which makes sense regarding temperature gradients. If the quench is done in water a second plunge, if one is done, probably has little effect since water cools very rapidly. Polishers agree that utsuri grains react differently than martensite (utsuri grains are softer) and that each grain is different. Sounds like we need to cut up some blades and have them professionally investigated. Who wants to donate their blades?
Thank you for your input Jon. I also read about the approach with cementite in Japanese articles but it is just like you said speculation. And you exactly pointed out what we need, a bunch of blades with different kinds of utsuri which are cut and thoroughly analyzed. Maybe we have to wait for that for a while;)
In my experience is perfectly possible to create utsuri in a blade with uniform carbon distribution, i.e. a modern steel like W2. In addition, I should point out that this is steel has an average of 1% carbon content so lower carbon contents will not be responsible for creation of utsuri when using this type of steel. I find it easier to create utsuri using this steel when I quench in a fast oil rather than water. The blade will have three zones that have different hardness when polished. You have described those zones quite well and label them a, b and c. “c” is the martensite zone. In my case, it would be tempered martensite (as I temper my blades after hardening). “b” is the transition zone which is softer than “a” but harder than “c”. “c” is perlite. I look at the formation of ursuri as the result not so much of gradient temperatures along the sides of the blade or a result of a transitional state between perlite and austenite because the way I do the heat treat, the entire blade is in converted to austenite prior to quenching. Rather I think utsuri occurs as a result of a differential speed of heat extraction from the blade along those zones due to factors that affect the hardenability of the steel according to its cross section and the clay layout. Again, speaking only of my particular setup, the “c” zone corresponds exactly to what is covered under the clay, the “a” zone corresponds to what has undergone full transformation to martensite and the “b” in-between zone represents a section where the heat could not be extracted fast enough to produce martensite but not completely blocked from heat extraction as the “c” zone under the clay which reverts back to perlite. So some transformation does occur in the middle section to a yet to be defined structure. Just my opinion.
I agree with Mr. Hernandez- it is the temperature gradient through the cross section of the steel that allows for the formation of different steel structures. The cross section of the blade in addition to the clay jacket affect the rate of cooling, which, holding the carbon content fixed, is what determines which steel structure is formed. Metallurgists would refer to what is called a T-T-T diagram (time-temperature-transformation).
Hi Markus,
thanks for this interesting article. Having had a deep dive into metalurgy and taking your comment on nie-utsuri as a starting point, the Utsuri seems to have something to do with upper and lower Bainit. Bainit is an intermediate structure in the heat treating process of steel. Depending on the cooling speed the cristalline structure can be fine of coarse. Today the process is used, to create flexible steel like for car axes. Heating a blade from the mune first and afterwards from the edge can produce exactly the pattern you have indivated.
I posted this a year ago on FB, perhaps you will find it interesting.
Utsuri (finally) explained.
If you don’t want to read until the end utsuri is coarse pearlite, spheroidite, and maybe some retained austenite.
In the Japanese sword world there is some mystery surrounding utsuri. By that I mean there is some speculation about the steel structures that compose utsuri. I’ve speculated about it before myself. I think about it a lot actually. Weird right? Utsuri is a bit of an obsession. It’s a beloved feature present on Koto era Bizen blades and on some Shinto, Shinshinto, and even Shinsakuto swords. Here on Facebook we often see Pavel Bolf, for example, showcasing the utsuri he coaxes out of his blades. Utsuri is very pretty or interesting or whatever, but just what is utsuri???
Let’s start with the premise that there can be no mystery. That is, we have all the information available to us already that is necessary to identify the metallic structures making up utsuri. There are a finite number of steel microstructures that can form in typical sword steels. They are martensite, pearlite (mixture of two phases: ferrite (iron containing almost no carbon) and cementite (Fe3C)), various carbides including cementite, bainite, austenite (retained), and spheroidite. Steels used to make swords are composed of iron, carbon, and various other alloying elements. Iron is always predominant with a major alloying element being carbon at concentration ranging from 0.6% to over 1.0% depending on the specific steel type. Very often carbon is found at or near the eutectoid concentration of 0.76%, which has some advantages for making swords although good swords can be made from steels with hypo- or hypereutectoid carbon concentrations. Charts called isothermal transformation diagrams or TTT (time-temperature-transformation) diagrams describe steel microstructures depending on time (abscissa) and temperature (ordinate). The shape of the curves is dictated by alloying elements and seemingly small concentration changes can have big effects on the shape. TTT curves are where the answer to utsuri lies.
Japanese swords are basically wedge shaped, which is important here. For heat treatment, they are normally partially coated in some kind of insulation. This insulation is placed on the back side, that is, on the thickest portions of the blade. The thin edge is not insulated to any appreciable degree. Heat treatment starts by soaking the insulated blade in the hot forge for a period of time. This step is designed to equalize the temperature throughout the blade and is hot enough to turn all the steel into austenite, which is a solid solution of iron that has high solubility for the alloying elements including carbon. Uniform transformation to austenite is important, it is the starting point. After a sufficient soak at temperature the blade is removed and quenched in water or oil or blood (not really, not ever). The quenchant is kept at a temperature well below the martensitic start temperature (Ms) and indeed normally well below the M90 point. Incidentally, the M100 point where all the steel becomes martensite is near the temperature of liquid nitrogen forming the basis for cryogenically treating steel to improve its properties. Rapid cooling of the edge (the non-insulated point) takes austenite directly to martensite on the TTT diagram without passing go. Ok, well, some austenite is retained. Martensite locks up the alloys and diffusionlessly transforms into a new pseudo-crystalline shape that is very hard and brittle. That is not the interesting part for utsuri.
Utsuri is a feature of the ji, which has a thick cross-sectional area that is insulated during the quench. The relatively large thermal mass and the insulation combine to greatly slow the cooling rate. Indeed, we know martensite does not form here. The hamon is martensite not the ji. We all know the ji is pearlite, which is strong but not nearly as hard as martensite. Normally, utsuri forms high up in the ji more near to the shinogi than the hamon. Hmmm… We also know blades are reheated for tempering following the quench. Double hmmm….
Relatively slow cooling of the back side of the blade normalizes and/or anneals that portion of the blade. This allows either fine or coarse pearlite to form respectively that altogether blocks the formation of bainite or martensite (pearlite forms at higher temperatures on the TTT diagram). Where insulation is thin and the blade profile is narrow i.e. nearest the hamon fine pearlite forms by normalizing. Fine pearlite does not have much if any utsuri. Further up the blade the large cross-sectional area (large local thermal mass) and insulation combine to form coarse pearlite by annealing. This is the area predisposed to form utsuri. Tempering will transform some of the pearlite, and especially the coarse pearlite into spheroidite. For spheroidite the matrix is ferrite and the cementite phase is in the shape of spheroidal-shaped particles. The structures in spheroidite are one thousand times larger than those of pearlite and are spaced further apart. This means the spheroidite steel is extremely ductile and machinable. Ferrite is also bright.
Polishers say uturi is soft. Bizen blades are known for bending not breaking, that is, they are ductile. Utsuri is bright colored steel (when polished) that is soft and ductile. Can’t be martensite (even though bright) or bainite. Can’t be fine pearlite (it’s dark and kinda hard). Can’t be carbides (way too hard). That leaves coarse pearlite, spheroidite, and retained austenite as possibilities. Mixtures of all three are possible. They don’t even have to predominate. They can exist in a matrix of fine pearlite. After all, utsuri is by definition misty or whatever, a shadow, a reflection. Depending on the exact alloy composition the curves on the TTT diagram can really shift towards coarse pearlite and spheroidite promoting those during normalizing/annealing. I suppose then that while utsuri can form during the quench it is substantially enhanced during tempering.
So, utsuri is a feature of blades with sensitive steel that are tempered. Utsuri looks good and tempering is good for blades, which combines to make utsuri desirable.
Wow, a whole semester of ferrous metallurgy in a few paragraphs! Nice job!
Thank you very much Jon! That is a highly interesting analysis and I am glad to see that people with a profound understanding of metallurgy (which I lack) are tackling this as several of these “mysteries,” which they are obviously not, should be resolved finally.
I’m a polisher and I wrote some assuptions about midare Bizen utsuri for INTHK. I’m perfectly agree with Jon Andresen and his work, so we have on the blade sides from the shinogi: utsuri (coarse perlite, spheroidal shape), troostite (very fine perlite), a mix troostite martensite in habuchi line and martensite in the cutting edge. I, humbly, suppose that the structural recalescence could produce corse perlite (utsuri) enhanced and followed by tempering.